Пластик Bambu Lab PETG HF Orange, 1.75мм, 1кг, без катушки, оранжевый филамент
Код: 33300_SFВ наличии
10+ купили
от 815 ₴/мес
1 630 ₴
Доставка
 Подписка на доставку SmartБесплатно — в отделения Новой почты
Подписка на доставку SmartБесплатно — в отделения Новой почты Нова Пошта
Нова Пошта
Оплата и гарантии
 Безопасная оплата картойБез переплат
Безопасная оплата картойБез переплат
Prom гарантирует безопасность
Вернем деньги при отказе от посылки Оплатить частямиБез переплат*, от 815 ₴/мес.
Оплатить частямиБез переплат*, от 815 ₴/мес.
 Наложенный платежНова Пошта, Самовывоз
Наложенный платежНова Пошта, Самовывоз Оплата на счетIBAN UA943052990000026003020148317
Оплата на счетIBAN UA943052990000026003020148317















Характеристики и описание
| Производитель | Bambu Lab |
|---|---|
| Страна производитель | Китай |
| Метод печати | Моделирование методом наплавления (FDM) |
| Цвет | Оранжевый |
| Диаметр нити | 1.75 мм |
| Вес | 1 кг |
| Материал | PETG |
| Цвет пластика | Orange |
Смотрите весь ассортимент у нас на сайте — www.ua3d.pro
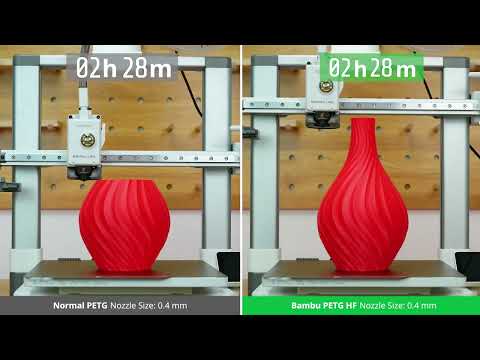
PETG HF — это высококачественный инженерный пластик, специально разработанный для быстрой и качественной 3D-печати. Благодаря своим уникальным свойствам, он идеально подходит для создания прочных, долговечных и эстетически привлекательных изделий.
КЛЮЧЕВЫЕ ОСОБЕННОСТИ:
-
Высокая скорость печати: Позволяет значительно сократить время производства изделий.
-
Отличная адгезия слоев: Обеспечивает гладкую поверхность и высокую точность деталей.
-
Высокая прочность и ударопрочность: Детали из PETG HF устойчивы к механическим воздействиям.
-
Хорошая гибкость: Материал позволяет создавать изделия сложной формы без риска переломов.
-
Высокая термостойкость: Выдерживает высокие температуры без деформации.
-
Устойчивость к химическим веществам: Не подвержен воздействию многих химических веществ.
-
Легкость в печати: Не требует специальных настроек принтера.
ПРИМЕНЕНИЕ:
-
Прототипирование: Создание функциональных прототипов изделий.
-
Производство: Изготовление небольших партий деталей и инструментов.
-
Дизайн: Создание декоративных элементов и предметов интерьера.
-
Медицина: Производство медицинских изделий (например, ортопедических изделий).
-
Автомобилестроение: Изготовление деталей для автомобилей и мотоциклов.
| PETG HF Hex Code Table | ||
| Color | Hex Code | Display |
|---|---|---|
| Yellow | #FFD00B | |
| Orange | #F75403 | |
| Green | #00AE42 | |
| Red | #EB3A3A | |
| Blue | #002E96 | |
| Black | #000000 | |
| White | #FFFFFF | |
| Cream | #F9DFB9 | |
| Lime Green | #6EE53C | |
| Forest Green | #39541A | |
| Lake Blue | #1F79E5 | |
| Peanut Brown | #875718 | |
| Gray | #ADB1B2 | |
| Dark Gray | #515151 | |
RFID для интеллектуальной печати
Все параметры печати по каждому типу пластику заложены в радиометки, которые могут быть считаны с помощью системы AMS (автоматической системы подачи материала).
Загружайте и печатайте! Больше никаких утомительных действий по настройке.
ХАРАКТЕРИСТИКИ:
-
Плотность: 1.28 г/см³
-
Температура размягчения по Вика: 70 °C
-
Температура теплового прогиба: 69 °C
-
Температура плавления: 214 °C
-
Индекс расплава: 28.2 ± 2.7 г/10 мин
-
Предел прочности: 34 ± 4 МПа
-
Коэффициент удлинения при разрыве: 8.6 ± 1.2 %
-
Модуль изгиба: 2050 ± 120 МПа
-
Прочность на изгиб: 64 ± 3 МПа
-
Ударная прочность: 31.5 ± 2.2 кДж/м²
Рекомендации по печати:
-
Сушка: Перед печатью рекомендуется высушить филамент при температуре 65 °C в течение 8 часов в дуговой сушилке.
-
Влажность окружающей среды: Поддерживайте влажность в помещении ниже 20% для оптимальных результатов печати.
-
Температура сопла: 230-260 °C
-
Температура стола: 65-75 °C (с использованием клея для улучшения адгезии)
-
Скорость печати: Рекомендуется не превышать 300 мм/с







КОМПЛЕКТАЦИЯ
- Филамент без катушки * 1шт.
- Осушитель * 1шт.
- Упаковка * 1шт.


Когда вы закончите печать, у вас будет широкая часть (1х), узкая часть (1х), распорная рамка (2х).

Найдите локатор (маленький выступ на широкой части катушки). Совместите его с выемкой на внутреннем кольце картонного рулона нити. Вставьте рулон нити в широкую часть катушки.

Шаг 1. Вставьте узкую часть и выровняйте паз каждой части внутри катушки, пока она не будет плотно вставлена в широкую часть.
Шаг 2. После того как узкая часть будет плотно вставлена в широкую часть, поверните ее по часовой стрелке, пока она не встанет на место и вы не услышите, что она зафиксировалась.

Шаг 1. Убедитесь, что распорная прокладка установлена внутри катушки (под треугольником).
Шаг 2. Разрежьте и вытащите пластиковые стяжки.

Вопросы и ответы
0
Хочешь узнать больше о товаре? Спрашивай — продавец с радостью подскажет.









